Fertiliser Bagging Plant
Ravensdown
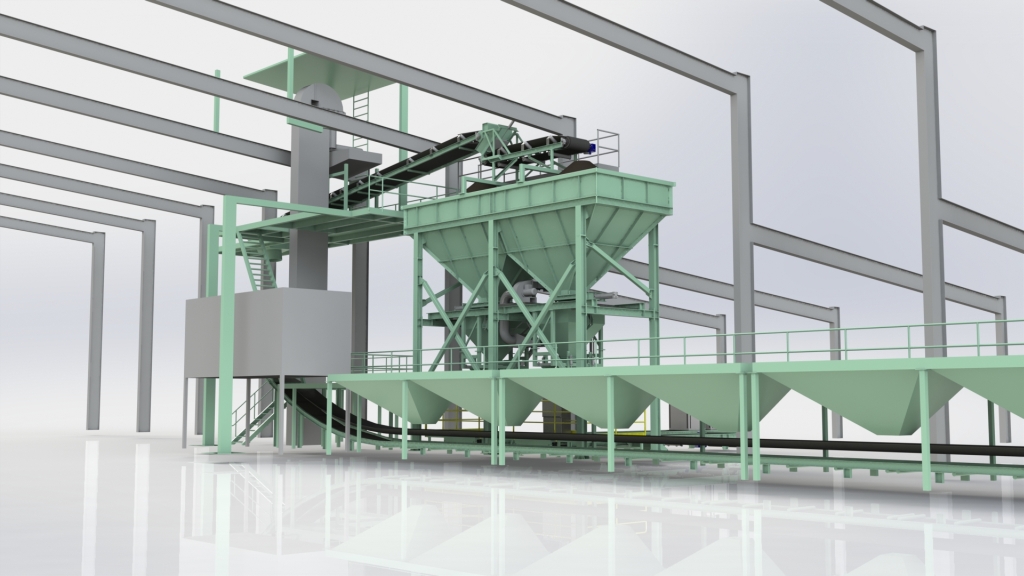
Ravensdown are one of the leading suppliers of fertiliser in Australasia. Ravensdown had the need to replace an aging batching plant at their Townsville branch which sorts fertiliser blends into 1 tonne bags. The product is fed into a weighing hopper until it reaches the specified weight, then dumps into a bag where it is tied off and conveyed to the forklift pickup point. A PLC automates the system, and can fill the bags accurately to within 2kg. The bags have a set selling price for their size, so our system allows the bags to be filled close to the listed weight, without running the risk of being under. This reduces the manufacturing cost for Ravensdown. The system has two outlet conveyors; a PLC controls the automation and allows the left and right sides to be run independently depending on the workflow. The plant was designed to fit seamlessly alongside the existing equipment, and be able to be packed and transported in two shipping containers. We undertook preliminary testing in our workshop before sending a team to Australia to commence commissioning.